目录:(点击以下大标题可跳到对应段落)
项目背景:
某毛衣工厂一直保持着传统的毛衣生产方式,普遍采用的是“捆包式”作业。这种方式基本状况是,将一件产品的生产过程分解成若干道工序,每道工序由一个或一批工人制作,透过不断的检查来保证品质,从生产的积压来看,每一车间的人数直接影响了在制品的积压批量数,增加搬运的生产浪费,生产的周期长,不良品就会出现一大扎一大堆,等到发现时已经来不及了,导致大批量返工产品品质难以控制,同时整个车间这里一堆那里一筐摆放乱七八糟,现场的5S无法真正的落实到实处。
因此,该工厂通过天行健管理咨询公司导入了“单件流”,“单件流”的设计有效的解决生产周期,并在制程中及时的反馈品质状态,从而减少因品质问题重工,提高产能,易于控制生产进度和交期。
单件流或连续流的定义是:“每次生产和移动一个(或一个小的、固定批量的)工件,使得工件尽可能连续的通过一系列的加工步骤,并且每一步都刚刚在下一步需要的时候完成。连续流可以采用从移动式装配线到手工转移的生产单元等多种方式实现。连续流也称为一个流、单件流和完一个走一个等等”。
从单件流的定义出发,该毛衣工厂在对现场的流程改造是基于如下的数学模型:假设要生产200pcs的衣服要经过①②③④⑤个工序,且每个工序的每件衣服的所需时间是1单位,原先的生产所需的时间如图1:
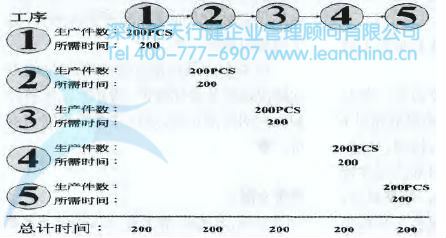
图1
如图总计所需的时间是1000单位。但是如果采用“单件流”后,流程生产所需的时间如图2:
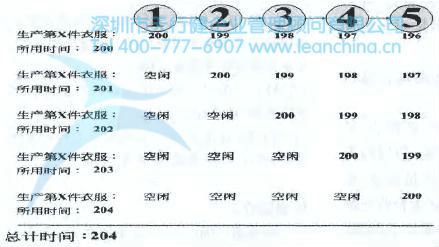
图2
如图总计所需的时间是204单位。基于这样的数学模型,对单件流的理解可以更进一步:
1、产品在线周期短,从上面的模型可以看出每件成衣的生产周期在“单件流”的在线周期是5个时间单位,从投入制作到产出,生产过程中无半成品成批积压。成品产出数量均匀,日产量能明确地把握,有利于作计划安排,也便于控制生产进度。能很容易地使顾客的分批及时交货的要求得到满足。
2、生产过程中半成品(含因材料所致)的质量问题容易及时被发现,发现一件可及时纠正一件,不会造成大批量的不良品出现。而“捆包式”作业在生产过程中的不良品往往会延迟发现,造成大批量不合格的情况时有发生。因此采用“单件流”的方式生产,因不合格而造成的损失少得多。
3、生产效率相对较高。同样的人数,技能水平相当,设备、场地条件一样的情况下,采用的“单件流”时生产效率较高。
4、单件流和按箱或按小批流动是不矛盾的。实际上,在多数实行JIT生产的企业中,看板拉动的单位都是标准容器(箱)。并且根据企业的产品特点—体积小、数量相对较大,使用一件一件的转移并不方便。
因该工厂在毛衣的织片都是采用的全自动的电脑横机生产,产品的进度与品质可以很好的控制,本次的“单件流”的生产规划重点是在后道工厂部分,通过分区域的使用输送带和吊篮设备来加快衣服在工厂中的运输流程,织片部分配合后面进行生产。
1、工厂现场的规划分析
①现场的总体规划
在毛衣的后道生产过程中,人的熟练度对产品的生产有相当大的影响,加上产品的生产工序会因不同的款式有不同的工序如:有些款式要绣花,有些款式要手钩或印花,而对于大多数的毛衣厂,在设备与相应的人员配备上是不能百分百满足的,因此有些工序要外发生产,这造成了生产的很大的不平衡。因此我们在规划现场的总体布局时充分考虑到这些因素,并培训一批多能工的人员可以随时的补充线上的不平衡。
②缝合手缝线
把缝合与手缝整合在同一条线上,所有的外发缝合的都必须管理供应商让其手缝做完回工厂,按款式不同配备不同的缝合与手缝的主要人员,对于标准工时不能平衡的采用多能工的人员来补充,让生产更平衡。
③洗衣车标线
改变传统的洗衣模式,传统的生产概念是设备的最大利用率导向的,而在“单件流”的生产概念中,重点强调衣服的流速,更改洗水概念,以车标线每小时的需求,把洗水批次改成每小时的移交速度,减少在线的积压。
④整烫包装线
建立抽风除湿设备对整烫过的衣服快速的去湿,让衣服可以很快的定型,透过吊篮与输送搬运衣服进行包装成箱。
2、作业系统的规划
在作业系统方面,由水蜘蛛(收发人员)按节奏时间准时发放半成品衣服,员工无故不得离开岗位,透过分工序团队的方式,让员工内部形成制衡机制,同时会使技能度差的人更加刻苦努力直到跟上节奏。而在传统生产模式生产线上,通常是记录员或是工人自己去拿衣服生产,对于衣服流程的管理不严谨,容易形成包流,出现工序不平衡、堆货等情况。
“单件流”生产线上,水蜘蛛完成半成品的配置、整理的工作,减少了员工的非标准动作降低了工作站节奏时间,提高了效率。
1、简化现场的计划和调度管理,管理决策下放,提高例外事件的响应速度,发挥职工的创造性,及时的发现质量缺陷,防止成批不合格品的出现,缩短生产提前期,减少库存和在制成本,减少工作地占用的面积。
2、日产量有明显的提升,在缝合手缝线上,有用生产一个月的常款做测试,一个小组一天生产80件衣服,该小组进行了第一轮流程设计一周后,一天可以生产100件衣服,生产效率在原有基础上提高20%—30%,同时对于之前的上线一周后才有产量变成上线一天就出产量,产量是标准工时产量的75%—85%左右。
3、半成品、库存车间半成品库存很大,之前的制程产品是每人一捆或一包,同一组如果有16人,积压在现场的衣服就有16包,如果每小时这一组可以做二包,新的模式下,现场的衣服只有2包,极大的降低半成品库存,车间工作环境焕然一新,整洁有序。
4、产品返工返修,到出货的时候才发现问题,经常出现大批量的返工返修,“单件流”后,品管每天对线上的衣服进行抽检,统一制程与品检的标准,并对当天入箱的抽检,确保入成品箱的货是好的,对于有返工也只会小批量的反,不会大面积的反,大大降低制造成本,节约交货时间。
5、增加员工的团队精神,“单件流”生产线实行的团体计件工资制度,每个员工都是团体中的一部分,所分配到的工作量基本相等的,在计件部分她们赚取的钱是一样的,在产量奖金部分,则是按熟练度与能力按等级分配的,这样就会使她们的团队精神加强。自然,久了之后生产线上人员安定、感情加深,这个团队就更加团结,生产力也就提高了。
该公司成功导入“单件流”生产方式,使得日产量生产效率比以往提高了30%;同时,降低了半成品库存,产品的返工返修问题也得到的很好的解决,大大的降低了制造成本,节约了交货时间。
(本案例来自天行健咨询公司,由于涉及隐私问题,本案例不一定为完整版本,可能部分省略,敬请谅解!)

